SIGMA Engineering GmbH")
Pressure prediction in elastomer molds
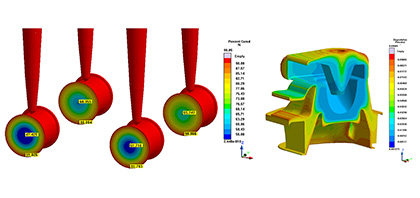
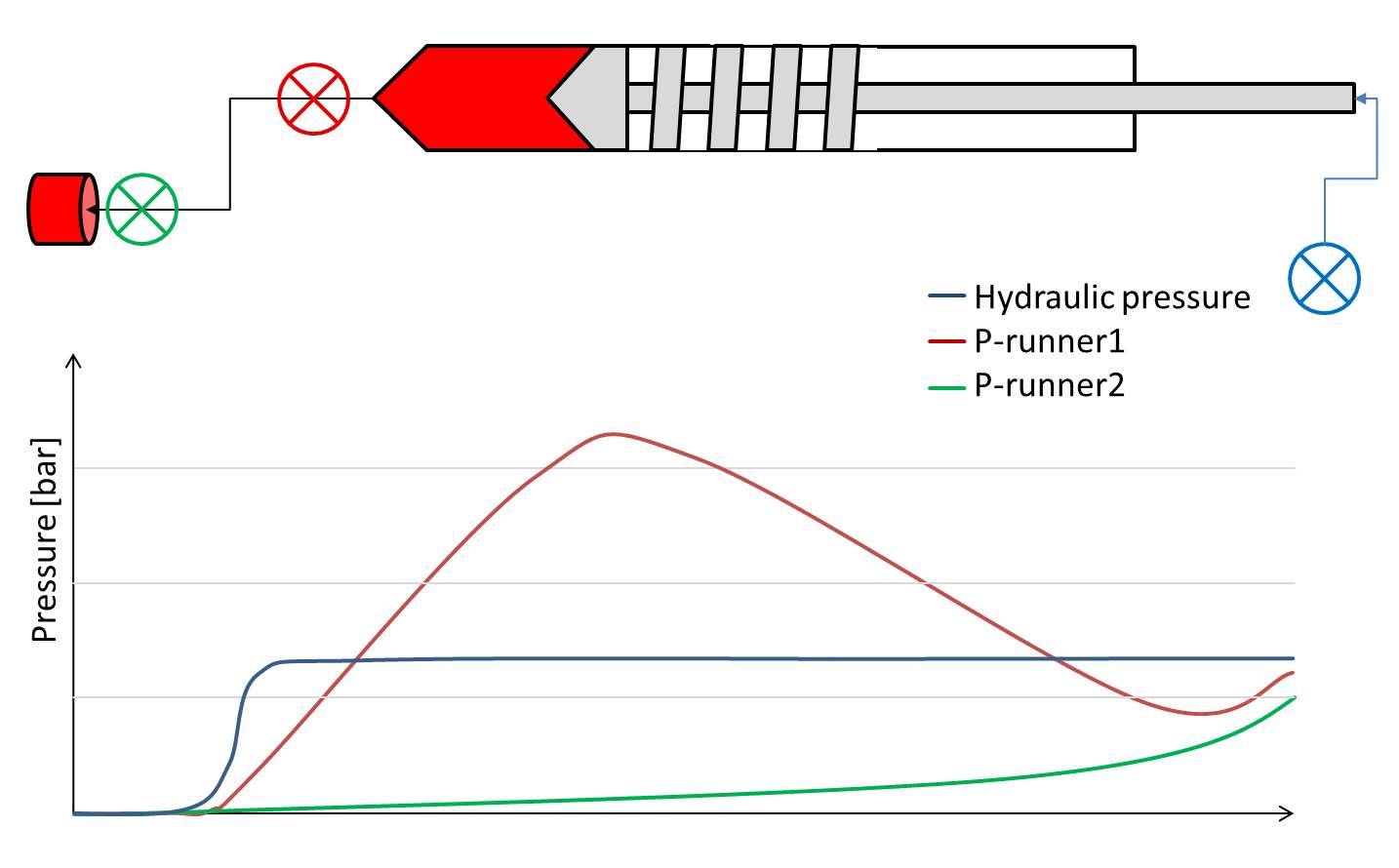
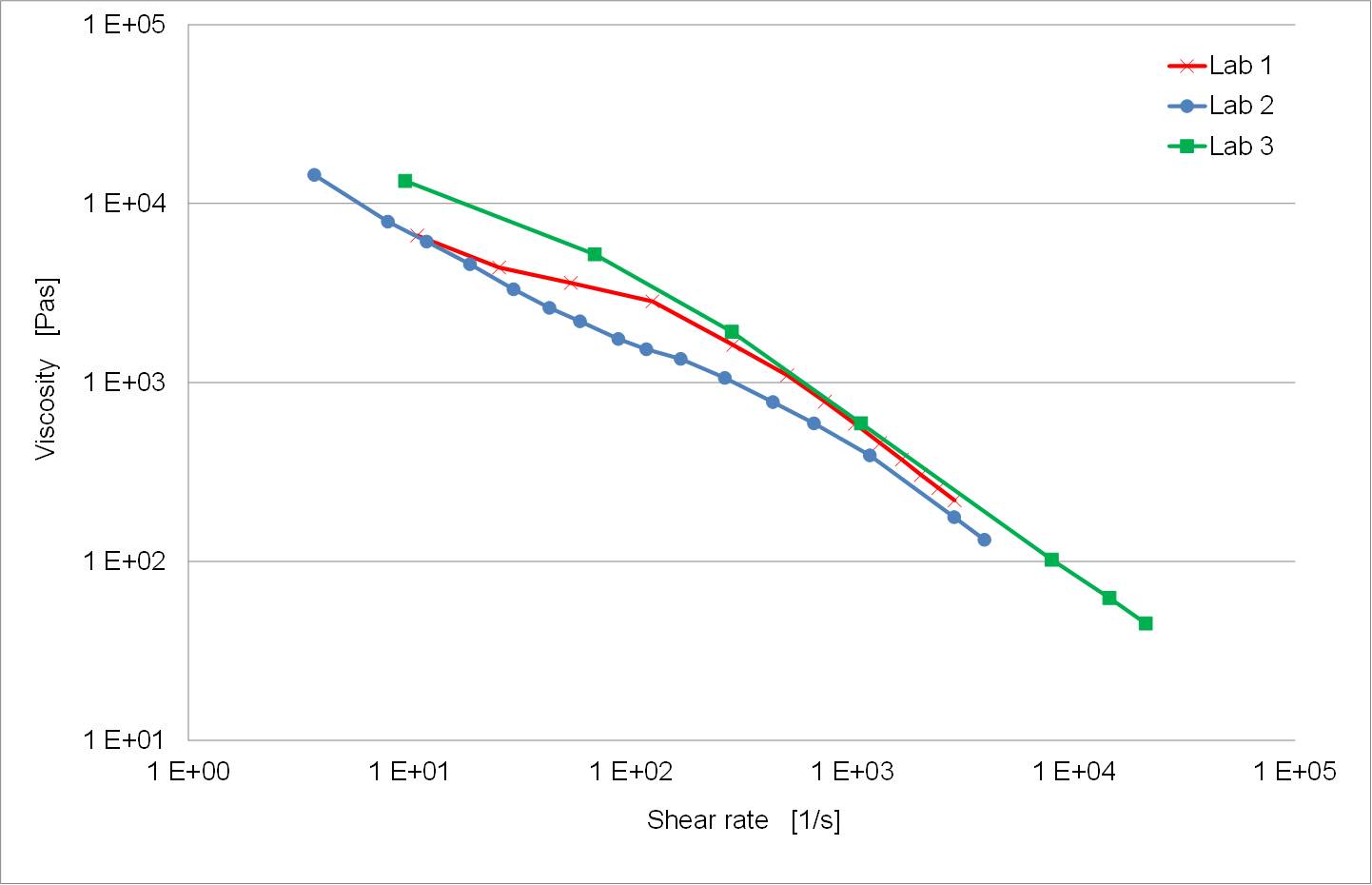
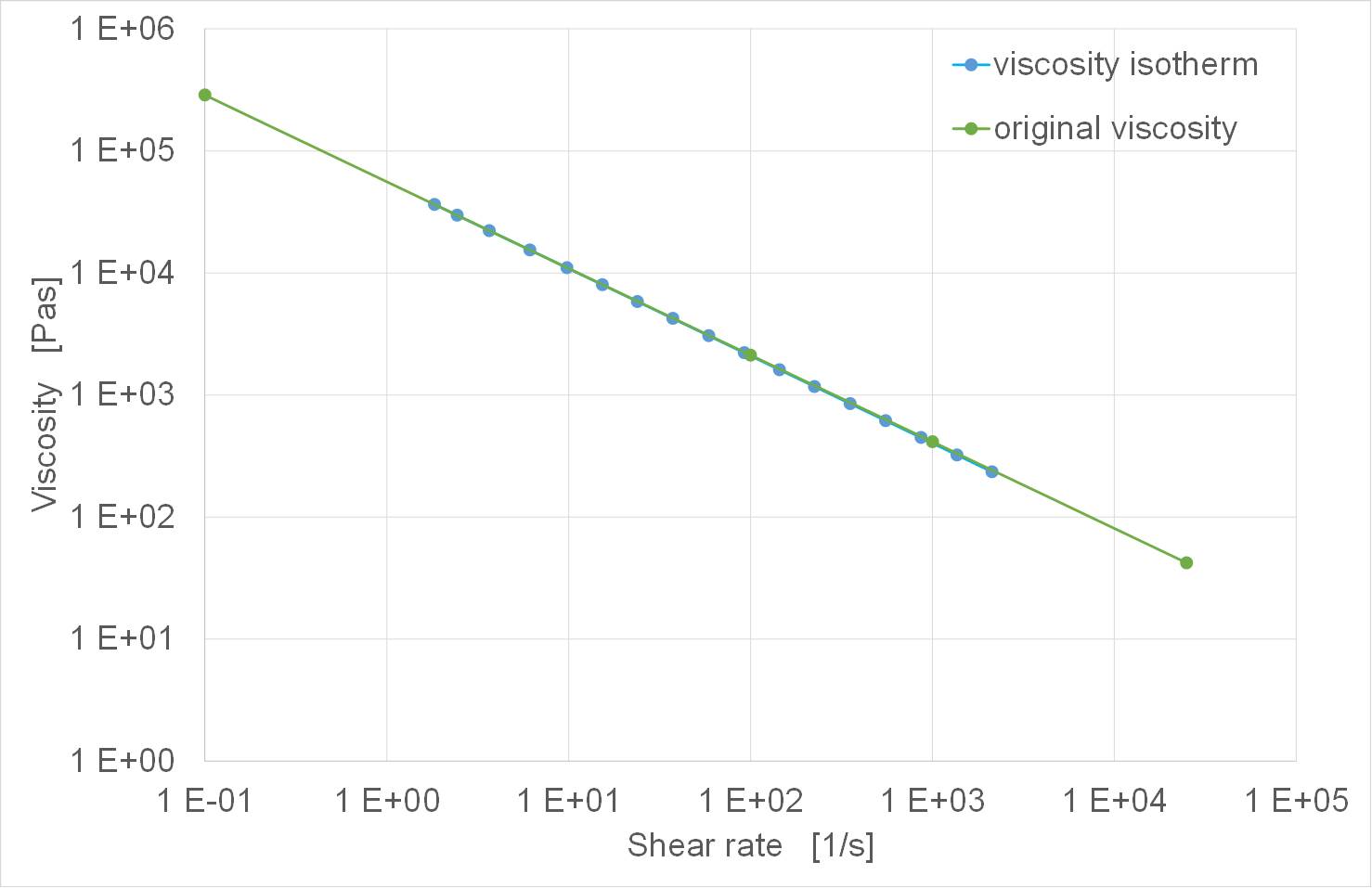
In spite of ongoing development of existing simulation models it happens that the simulation results do not always match the measurements taken at the actual machine. An erroneous simulated pressure in the elastomer mold may critically affect other simulation results such as the predicted filling behavior of the form, the mechanical properties of the component, or warpage of the finished part, as correlations between pressure changes and related temperature development exist. Errors in the predicted values could lead to serious problems in the serial production. The article gives a brief introduction to the measurement and simulation of pressure and answers various questions.
Authors: Timo Gebauer, Vanessa Schwittay
First published in RFP 02/2016, page 48-50